Настоящее положение распространяется на нагреватели из сплавов сопротивления для промышленных электропечей сопротивления общего назначения. Положение определяет технологию изготовления и ремонта нагревателей в зависимости от их типов и материалов, методы контроля и единые технические требования к качеству изготовления, упаковке и транспортировке, а также правила их монтажа, эксплуатации и технического обслуживания.
В настоящем положении использованы ссылки на следующие стандарты:
Контроль качества исходного материала. 3.1.1. Перед использованием материала (проволоки, ленты) в производстве необходимо проверить наличие маркировки и сертификата. Материал без сертификата должен быть подвергнут химическому анализу на содержание следующих элементов: - для железохромоалюминиевых сплавов: хром, железо, алюминий, титан; - для никельхромовых сплавов: никель, хром, железо, титан, алюминий, кремний. 3.1.2. Произвести внешний осмотр материала. Качество поверхности должно соответствовать ГОСТ 12766.1-90, ГОСТ 12766.2-90, ГОСТ 12766.3-90, ГОСТ 12766.4-90, ГОСТ 12766.5-90. При обнаружении на поверхности материалов грубых дефектов, превышающих допустимые, участок с дефектом вырезается Не допускается наличие ржавчины на железохромоалюминиевых сплавах.
Навивку спиралей из сплавов сопротивления всех марок производить в приспособлении на токарном или специальном станке. Спирали из проволоки никельхромовых сплавов навиваются без подогрева, а из железохромоалюминиевых сплавов подогреваются до температуры 200-250 °С с электрическим током при напряжении не более 10 В. -Гибка зигзагообразных нагревателей. 3.3.1. Гибку зигзагов производить в приспособлении на вращающемся столе или на специальном станке равномерно без резких рывков во избежание образования трещин. При гибке допускается использование для подогрева кислородно-ацетиленовое пламя или заменитель ацетилена, а также электрический печной нагрев или другие способы нагревания, обеспечивающие гибку без образования трещин и других дефектов. 3.3.2.
Для
сплавов марок Х15Н60-н и Х20Н80-н из проволоки диаметром от ПРИМЕЧАНИЕ:
Допускается не
производить нагрев диаметром до
3.3.3.
Для сплавов марок ХН70Ю и ХН60Ю3, Х23Ю5, Х13Ю5А из проволоки диаметром ПРИМЕЧАНИЕ:
Допускается не
производить нагрев сплава ХН70Ю диаметром до 3.3.4. Для железохромоалюминиевых сплавов из проволоки всех диаметров и ленты любой толщины в начале гиба нагрев до 850 °С. Окончание гиба не должно производиться при температуре ниже 600 °С. 3.3.5. Интервал времени между выходами нагретой до соответствующей температуры заготовки и окончанием гибки каждого зига должен быть не более 2-3 минут. 3.3.6. Разрешается производить гибку нагревателей из никельхромовых сплавов без подогрева при условии, если отношение радиуса гиба к диаметру проволоки составит менее 2х. 3.3.7. При гибке зигзагов необходимо обеспечить равномерный нагрев в местах изгибов и не допускать местных подогревов.
3.3.8.
При рихтовке нагревателей из железохромоалюминиевых сплавов, особенно
для
диаметров от 3.3.9. При визуальном определении степени нагрева рекомендуется пользоваться шкалой цвета нагретого металла: температура 580-650 °С – коричнево-красный; 650-730 °С – темно-красный; 730-770 °С – темно-вишнево-красный; 770-800 °С – вишнево-красный; 800-830 °С – светло-вишнево-красный; 830-900 °С – светло-красный. 3.4. Контроль качества навивки. 3.4.1. Качество гибки и навивки проверяется внешним осмотром с помощью лупы 10х на отсутствие трещин, надрывов и других дефектов. Трещины и надрывы не допускаются. 3.4.2. Проверить размеры нагревателя, которые должны соответствовать указанным в чертеже. 3.4.3. Замерить омическое сопротивление нагревателя мостом постоянного тока, которое должно соответствовать данным рабочего чертежа. 3.4.4. Проверка размеров нагревателей и замер омического сопротивления проводится для каждого нагревателя, качества гибки и навивки – выборочно для каждой партии электропечей. 3.5. Сборка и сварка нагревателей. 3.5.1. Качество нагревательных элементов в значительной мере зависит от правильности и последовательности технологических операций при сборке и сварке. Сборку и прихватку нагревательных элементов необходимо производить на приспособлениях, обеспечивающих точность сборки.
3.5.2.
Металл в зоне сварки должен быть очищен от окалины и других загрязнений
дробеструйной обработкой или механическим способом шлифовальными
машинками,
металлическими щетками до металлического блеска на длине не менее
3.5.3.
При изготовлении нагревателя из отдельных секций, соединение в
нахлестку
производится сваркой, причем, при соединении проволоки должен быть
зазор между
ними равный 1± 3.5.4. В случае освоения технологии допускается односторонняя аргонно-дуговая сварка при гарантии качества соединения. 3.5.5. Соединение в нахлестку зигзагообразных нагревателей производить на прямых участках. 3.5.6. Прихватку в процессе сборки нагревателя осуществлять в двух местах соединения согласно рисунку 1 (для всех видов сварки).

3.5.9.
Для никельхромовых сплавов с диаметром проволоки свыше
3.5.10.
При аргонно-дуговой сварке соединение нагревателя из прутков диаметром 3.6. Контроль качества сварного соединения. 3.6.1. Контроль сварного соединения необходимо выполнить в соответствии с ГОСТ 3242-79. 3.6.2. Трещины, наплывы, непровары, шлаковые или другие инородные включения, цепочка пор или выход кратера на основной металл, начало шва на основном металле – не допускаются. Допускаются отдельные подрезы глубиной до 10% диаметра протяженностью не свыше 20% от длины шва, одиночные поры и шлаковые включения размером до 15% от диаметра проволоки или прутка нагревателя, непровар или межваликовые несплавления длиной 15% длины шва. 3.6.3. Внешние дефекты выявляют внешним осмотром с применением оптических приборов с увеличением не более 10х. 4. Порядок проведения и требования к
монтажу нагревателей 4.1. Железохромоалюминиевые сплавы сопротивления характеризуются повышенной хрупкостью, поэтому при монтаже нагревателей из этих сплавов гибка, подгибка, правка и другие аналогичные операции должны выполняться с подогревом мест, в которых происходит деформация сплава, в интервале температур от 600 до 850 °С. 4.2. Сплавы сопротивления: никельхромовые, железохромоникелевые и никельхромовые легированные алюминием, достаточно пластичны и поэтому их монтаж во многих случаях производится без предварительного подогрева мест изгиба (если не требуется гибка с малым радиусом изгиба). 4.3. При монтаже нагревателей особое внимание должно уделяться выдерживанию расстояний между соседними витками и зигзагами нагревательных элементов, установленных в чертежах. 5. Требования к эксплуатации нагревателей. Ремонт нагревателей 5.1. Эксплуатация железохромоалюминиевых нагревателей с местными перегревами не допускается. Никельхромовые нагреватели, в которых имеют место местные перегревы, должны быть демонтированы и после устранения в них дефектов вновь установлены на свои места. 5.2. Ремонт нагревателей из сплавов сопротивления должен производиться строго в соответствии с настоящим стандартом. 5.3. При ремонте нагревателей из железохромоалюминиевых сплавов, ввиду их повышенной хрупкости, необходимо учитывать следующее: - ремонт таких нагревателей рекомендуется проводить без выемки их из электропечи; - при невозможности проведения ремонта нагревателя в электропечи, вынутый из нее для ремонта нагреватель нельзя растягивать или выгибать в холодном состоянии; - при исправлении формы, развивке витка спирального нагревателя и исправлении зигзага зигзагообразного нагревателя, место изгиба необходимо нагреть до температуры не ниже 850 °С с помощью кислородно-ацетиленового пламени или заменителем ацетилена. 5.4. Рекомендуемые соединения при ремонте проволочных нагревателей приведены на рисунке 3. 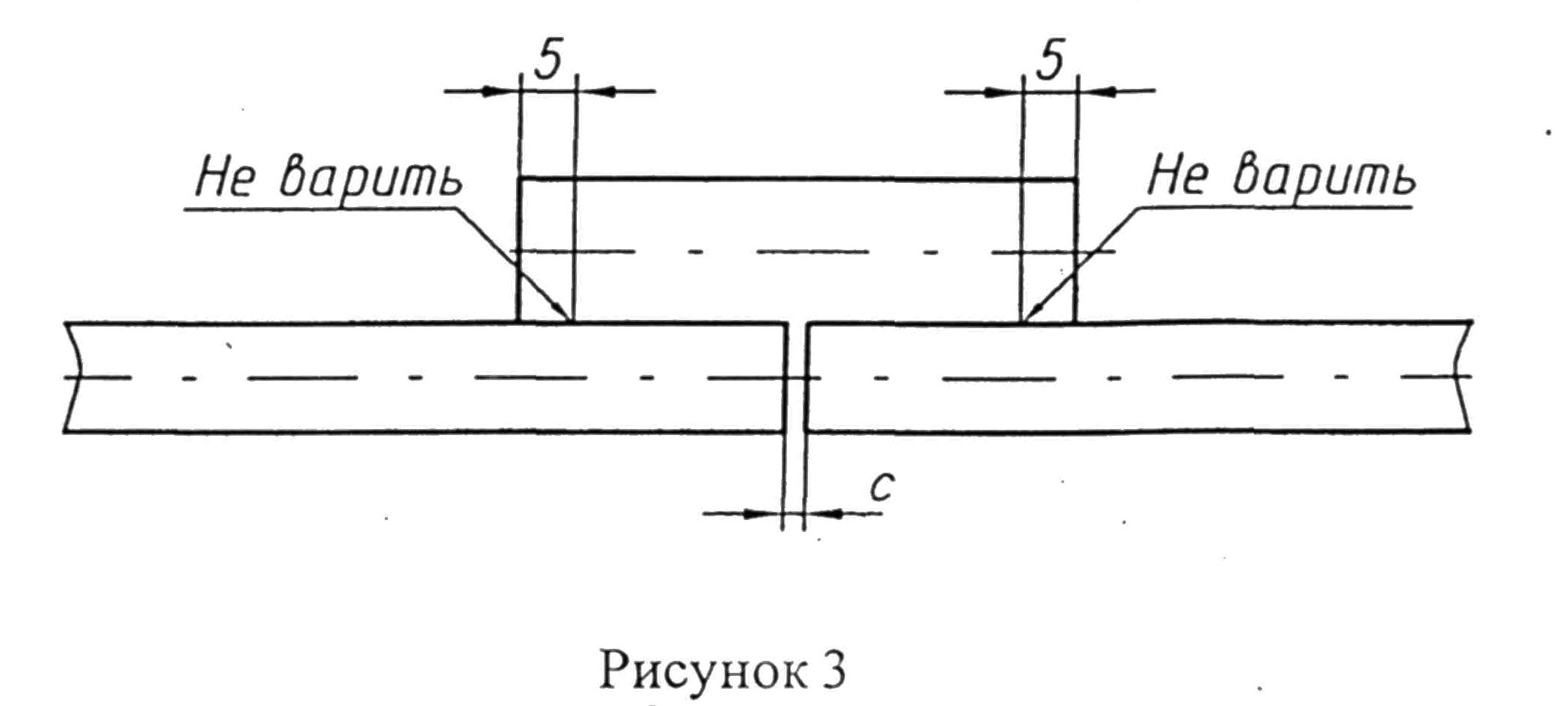

6. Требования техники безопасности 6.1. Гибку немеханизированным способом с подогревом кислородно-ацетиленовым пламенем или с заменителем ацетилена, а также электросварочные работы запрещается производить в непосредственной близости от легковоспламеняющихся материалов (лак, бензин, уайт-спирит и прочее). 6.2. При выполнении газосварочных работ и нагрева деталей перед гибкой руководствоваться ГОСТ 12.3.003-86, ГОСТ 12.2.008-75, ГОСТ 12.3.004-75, а также «Правилами техники безопасности и производственной санитарии при производстве ацетилена, кислорода и газоплазменной обработке металлов». 6.3. В качестве заменителей ацетилена рекомендуется применять горючие и сжиженные газы с низкой теплотворной способностью – не менее 4000ккал/м3, содержащие не более 20% балласта (т.е. негорючих составляющих – азота, углекислоты); редукторы должны быть окрашены в красный цвет. 6.4. При выполнении гибочных, сборочных и электросварочных работ рабочие должны иметь индивидуальные средства защиты от тепловых излучений, брызг металла, окалины. 6.5. При производстве механизированной гибки «вхолодную» или с нагревом вращающиеся части станка должны иметь ограждения. 6.6. Перед пуском станка необходимо убедиться в его исправности. 6.7. Во время работы на станке следить за тем, чтобы изгибаемый пруток или вращающийся стол не зацепили одежду работающего. 6.8. При работах с захватом и перекантовкой нагретого прутка использовать кузнечные клещи. 6.9. Рабочие, обслуживающие станок для гибки нагревателей с применением предварительного подогрева, должны быть одеты в спецодежду из невоспламеняемой ткани. 7. Требования к упаковке и транспортировке
нагревателей 7.1. Нагреватели в собранном виде должны быть упакованы в деревянные ящики обшитые внутри пергамином. 7.2. Нагреватели до упаковки в ящики должны быть проверены контролером ОТК и замаркированы. При маркировке нагревателей необходимо указывать тип электропечи, номер чертежа нагревателя, его омическое сопротивление согласно чертежа. 7.3. Нагреватели, изготовленные из железохромоалюминиевых сплавов, вследствие их значительной хрупкости должны быть упакованы в ящики, раскреплены деревянными распорками и пересыпаны деревянной стружкой в несколько слоев. Сгибать нагреватели при упаковке в тару запрещено. 7.4. При упаковке, транспортировке и разгрузке нагревателей, изготовленных из железохромоалюминиевых сплавов, необходимо предохранить их от ударов, резких перегибов и т.п. 7.5. Спирали никельхромовых сплавов сгибать разрешается, при этом угол закручивания проволоки каждого витка должен быть не более 15-20°. 7.6. Транспортирование, хранение и консервация нагревателей должны соответствовать ОСТ 16.0.801.374-86. |
|||||||||
|
|||||||||
| Главная Продукция Справочные материалы Оформить заказ Прайс-лист на продукцию Контактная информация | |||||||||
